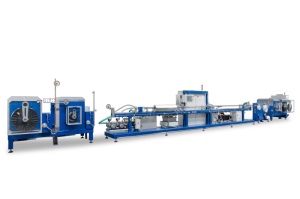
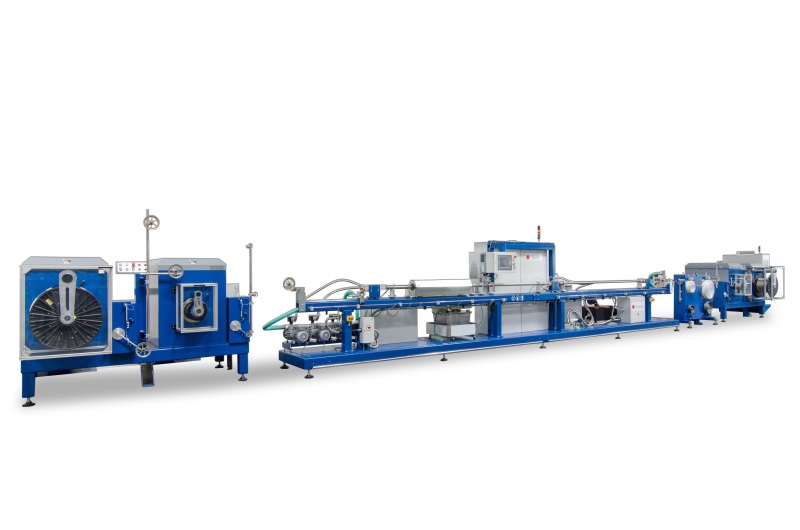
MASCHINE TYP: HA 100-560 R -0,2 -2,0
Die Zweifachabwickelanlage inkl. zwei Tänzer wird auf einer massiven Stahlkonstruktion aufgebaut, Unebenheiten können über entsprechend Nivellierfüße ausgeglichen werden. Die Abspullagerung / Antriebe sind ebenfalls in einem Stahlrahmen integriert und mit dem Grundrahmen verbunden. Das Abwickelsystem (klein) ist für Spulentypen DIN K100-250 und das Aufspulsystem (groß) für DIN 355-560 konzipiert.
Für die Spuler-Regelung sind je ein Tänzer vorgesehen.
- Tänzer 1 für kleine Dimensionen / 0,4-20N
- Tänzer 2 für größere Dimensionen / 18-50N
Dadurch erreicht man einen optimalen Drahtzug, als auch kleine Geschwindigkeitsveränderungen können damit ausgeglichen werden, ohne den Draht zu stressen.
Die Spulen werden über Spindel und Konus Gegenlager aufgenommen. Ein Mitnehmer ist an der Lagerflanschseite für jeden Spulentyp vorgesehen.
Beladung und Endladung der Spulen ist manuell durchzuführen mittels Spulenhubwagen und kann optional angeboten werden.
MASCHINE TYP: HW 100-560 R- 0,2 -2,0
Die Zweifachaufwickelanlage inkl. zwei Tänzer und Schaltanlage ist auf einer massiven Stahlkonstruktion aufgebaut, Unebenheiten können über entsprechend Nivellierfüße ausgeglichen werden. Das Zweifach-Spuler-Verlegersystem ist ebenfalls in einem Stahlrahmen integriert und mit dem Grundrahmen verbunden. Das Aufspulsystem (klein) ist für Spulentypen DIN K100-250 und das Aufspulsystem (groß) für DIN 355-560 konzipiert.
Für die Spuler-Regelung sind je ein Tänzer vorgesehen.
- Tänzer 1 für kleine Dimensionen / 5-20N
- Tänzer 2 für größere Dimensionen / 18-50N
Dadurch erreicht man einen optimalen Drahtzug, als auch kleine Geschwindigkeitsveränderungen können damit ausgeglichen werden, ohne den Draht zu stressen.
Die Verlegetechnik ist auf hochpräzisen Schienen und spielfreier Kugelrollspindel aufgebaut, der Verlegerantrieb besteht aus einem hoch dynamischen Servomotor.
Der Abstand zwischen Verlegerrolle und Spule ist einstellbar, dadurch erreicht man den kleinstmöglichen Abstand zur Sule, welcher ebenfalls einen Einfluss auf das Verlegerbild hat.
Die Spulen werden über Spindel und Konus Gegenlager aufgenommen. Ein Mitnehmer ist an der Lagerflanschseite für jeden Spulentyp vorgesehen.
Sämtliche Parameter können über ein HMI (Touchscreen) eingestellt und abgespeichert werden.
Beladung und Endladung der Spulen ist manuell durchzuführen mittels Spulenhubwagen und kann optional angeboten werden.
Mechanische Daten |
|
|---|---|
Produktions- |
Max. 200 m/min Min. 10 m/min Für Spulen DIN K100 - K250 Dimension 0,2 - 0,8mm |
Ab-Aufwickler System B |
Max. 100 m/min Min. 5 m/min Für Spulen DIN K355 – DWF 500 Dimension 0,6 – 2,0mm |
Länge |
2,20m |
Breite |
2,80m |
Höhe |
2,00m |
Elektrische Daten |
|
|---|---|
Betriebs- |
400V/3~ N/PE 50Hz |
Steuer- |
230V 50Hz |
Steuer- |
24V |
Anschluss- |
5kW |
Prozessdaten |
|
|---|---|
Umgebungs- |
5-35°C |
Druckluft |
4 - 6 bar |
Spulentypen (Maße in mm) |
K-100, K-125, K-160, K-200, K-250, K-355 DWF 355/30/36, DWF 500/36 |

{kind=link}
{kind=link}